What is Electropolishing?
Electropolishing is an electrochemical finishing process that removes a thin layer of material from a metal part, typically stainless steel or similar alloys. The process leaves a shiny, smooth, ultra-clean surface finish.
Also known as electrochemical polishing, anodic polishing or electrolytic polishing, electropolishing is especially useful for polishing and deburring parts that are fragile or have complex geometries. Electropolishing improves surface finish by reducing surface roughness by up to 50%.
The process of electropolishing is distinct from passivation, though it is easy to confuse the two processes. Both are non-mechanical, chemical processes, but only electropolishing uses electrical current. Both processes are intended to improve corrosion resistance, although there is some industry debate as to the effectiveness of electropolishing for corrosion resistance. For a detailed review of the distinctions, see Passivation vs. Electropolishing.
Electropolishing can be thought of as reverse electroplating. Instead of adding a thin coating of positively-charged metal ions, electropolishing uses electric current to dissolve a thin layer of metal ions into an electrolyte solution.
Video: What Is Electropolishing?

How Does Electropolishing Work?
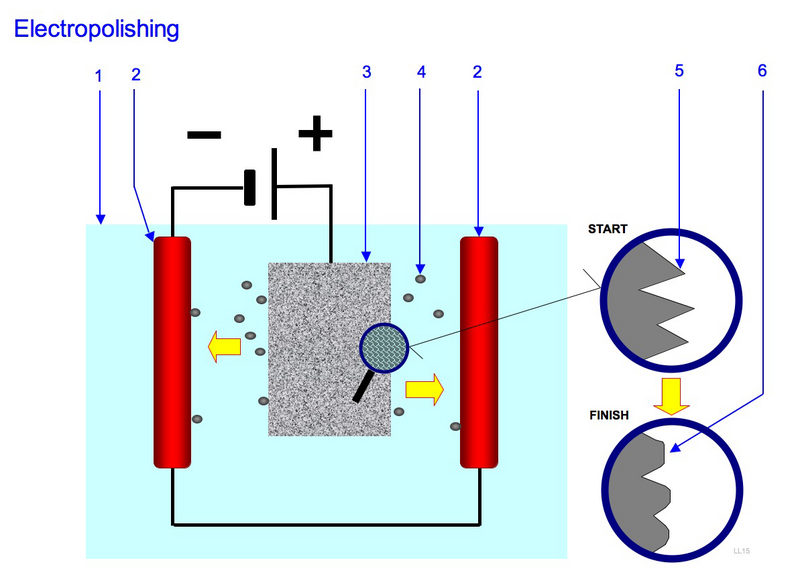 |
How Electropolishing Works
Source: Wikipedia |
In electropolishing, the metal part or work-piece serves as the positively-charged anode. The work-piece is connected to the positive terminal of a DC power rectifier. The negatively-charged cathode, generally made of stainless steel or zirconium, is connected to the negative terminal of the DC power rectifier.
Both anode and cathode are immersed in a temperature-controlled bath of electrolyte solution. The electropolishing chemicals for stainless steel typically consist of a high-viscosity mixture of sulfuric acid and phosphoric acid.
Electrical current from the rectifier is conducted from the anode to the cathode through the electrolyte. The electrical current causes metal ions on the surface of the part to oxidize and dissolve into the electrolyte. This process can dissolve extremely small, tightly controlled amounts of metal, resulting in micron-level thickness of surface removal.
The amount of metal surface removal is controlled by the following factors:
- Electrolyte chemical composition
- Temperature of electrolyte (typically 170 °F – 180 °F)
- Length of time of exposure to electrical current
- Density of electrical current (varies by electrolyte; typical range is 140 – 250 amps per square foot)
- Composition of metal alloy undergoing electropolishing
In the process of electropolishing, burrs and other peaks of surface roughness attract greater electrical current density and erode first in a phenomenon known as anodic leveling. The preferential removal of protruding portions of the surface structure leads to a smoother metal surface.
Electropolishing Process: A Microscopic View
Source: Astro Pak. Used with permission.
Common Applications for Electropolishing
Since the 1950s, scientists have commercially used the combination of electricity and chemicals to improve the surface finish of metals. It is a common finishing procedure across a wide variety of industries, including the following:
- Surgeons and dentists use electropolishing to keep their tools clean and functioning well.
- Food, beverage and pharmaceutical processors benefit from the sterilizing features of electropolishing.
- Appliance manufacturers use electropolishing in appliances like refrigerators and washing machines to make parts last longer and look better.
- Aerospace manufacturers use electropolishing on flight-critical parts to reduce friction and ensure top performance.
- Semiconductor manufacturers use electropolishing with fragile, irregularly-shaped products.
- Automakers and the racing industry electropolish gears and fuel lines to reduce friction, boost performance and ensure long life of parts.
Examples of metal parts commonly electropolished:
- Piping and tubing
- Fasteners
- Springs
- Wire racks
- Blades
Electropolishing Stainless Steel
Electropolishing of stainless steel is the most common use of electropolishing. Electropolished stainless steel has a smooth, shiny, ultra-clean finish that resists corrosion. Although nearly any metal will work, the most commonly electropolished metals are 300- and 400-series stainless steel.
Parts made from 400-series stainless steel (SS) have the advantage of increased hardness and strength but the trade-off is increased susceptibility to corrosion. By electropolishing stainless steel, engineers can use 400-series SS and still provide protection from corrosion.
If you’re using 400-series stainless steel, making the move to electropolish stainless steel parts can give you the best of both worlds – corrosion resistance AND hardness and strength.
Which Other Metals Work with Electropolishing?
In addition to stainless steel, other metals compatible with electropolishing include:
- Aluminum
- Brass
- Carbon steels
- Cobalt chrome
- Copper alloys
- Nickel alloys
- Titanium
- Nitinol
Note that only limited success can be achieved with cast metals, such as alloys containing significant amounts of silicon, sulfur or carbon. Electropolishing aluminum and zinc die castings does not work well, but most other alloys of aluminum yield good results.
Titanium and nitinol are also compatible with electropolishing; however, the electrolyte solution for these metals is highly flammable and requires chillers to prevent the electrolyte from combusting at room temperature.
A better alternative for polishing titanium, nitinol and cast metals is the revolutionary new process called Dry Electropolishing. Please see our page on What is Dry Electropolishing? to learn about this exciting alternative to traditional electropolishing that uses electrolyte beads in place of liquid electrolyte. Best Technology is pleased to offer dry electropolishing equipment for titanium, nitinol and other metals as a safer and less hazardous alternative.
Video: How Does Traditional Electropolishing Work?
This video provides a visual demonstration of the electropolishing process and how traditional electropolishing equipment works to remove burrs and polish parts.
How Much Material is Removed by Electropolishing?
The amount of material that is removed by electropolish systems is directly proportional to the run time / cycle time and the amp-minutes that pass through the surface area of the part. All of these variables can be controlled to create a consistent, reliably controlled surface finish.
Material removal is commonly only 0.0003″ to 0.0007″ for most deburring and polishing applications after machining. With precise monitoring, electropolishing can remove as little as 0.0001″. For an electropolishing process with longer cycle time and amp-minutes, as much as 0.003″ to 0.005″ of material may be removed.
The longer the electrical current is applied, the more material is removed but the less uniform the resulting surface finish. Thus the process is best applied to micro burrs, or those that protrude less than about 0.0015″ from the part surface.
Electropolishing as a Secondary Finishing Process
The electropolishing process does have limitations. The maximum improvement in surface roughness (Ra, or roughness average) is 50%. So if a freshly-machined part has a surface roughness of 80 Ra, the best you can achieve with electropolishing is 50% of that, which is 40 Ra.
Some parts may require preliminary finishing through mechanical means to meet stringent surface-finish requirements. In the previous example, if the freshly-machined part has a surface roughness of 80 Ra and you need to get it to 20 Ra, you can use another process (probably mechanical like centrifugal barrel tumbling or vibratory bowl tumbling) to smooth the part to 40 Ra, and then electropolish the part to reach 20 Ra.
In the above example, mass finishing removes macroscopic surface imperfections, and then electropolishing removes microscopic surface imperfections. This type of complementary processing requires experimentation with prototypes to find the best results.
Benchtop Electropolish Machine – 399

Benefits of Electropolishing
| Benefit | Description |
| Decorative appearance | The bright and shiny finish, often highly reflective, is aesthetically pleasing and has a uniform luster, without the fine lines that occur with abrasive polishing. |
| Microscopic smoothness | Levels peaks and valleys and provides up to 50% improvement in surface roughness (Ra). Unlike mechanical finishing, electropolishing does not smear, bend, stress or fracture the crystalline metal surface. |
| Deburring | On a microscopic level, electropolishing removes small pieces of displaced surface material that can snag and break. |
| Ultra-clean finish | Creates a clean surface that is easier to sterilize. Removes embedded contaminants that can lead to corrosion. |
| Removes surface defects | Increases operational life by removing fissures and cracks from the surface, thus eliminating sites where corrosion can take hold. Helps parts that need to flex and bend to last longer. |
| Reduces friction | Prolongs life of parts in constant motion. Reduces galling on threaded parts, improving sealing. |
| Eliminates oxide scale | Removes weld discoloration from heat tint and oxide scale. |
| Good for fragile parts | Works on delicate parts that might be damaged in a tumbling process. Can replace some mechanical finishing techniques such as grinding, buffing, milling and blasting. |
| Good for complex parts | Can polish areas that are inaccessible by other polishing methods without causing damage. Effectively treats tiny surfaces on complex components. |
| Size control | Can be used to slightly reduce size of parts if necessary. |
Electropolishing of Stainless Steel after Welding
Does electropolishing remove weld discoloration? Electropolishing can remove the tough oxide scale and heat tint that can occur in stainless steel after welding. Flash electropolishing is a technique to remove scale or oxidation from the surface of a heat-treated metal. For example, some surgical instruments made of stainless steel (SS) 17-4 will appear brown after welding and/or heat treat. To remove the brown appearance, parts are flash electropolished. The “flash” refers to how quickly the polishing takes place: only 10 seconds of electropolishing compared to a minimum of 2 minutes for most applications.
Flash electropolishing stainless steel is the only way to remove scale without a highly labor-intensive process, and it has the added benefit of achieving consistent results. In contrast, using blasting to remove scale on an SS 17-4 instrument will take 4 times as long and often yields inconsistent, wavy results in the surface finish after cleaning.
Note that flash electropolishing is distinct from “flash attack,” a defect that can occur in a passivation process.
Process Steps: How to Electropolish Stainless Steel
The most commonly-used industry standard for electropolishing stainless steel is ASTM B912, Passivation of Stainless Steels Using Electropolishing. The standard provides guidance on how to electropolish stainless steel. Three phases are specified for the stainless steel electropolishing process:
- Surface Preparation
- Electropolishing
- Post Dip
1. Surface Preparation
In this phase, remove contaminants such as oil and grease that interfere with uniformity when electric current is applied. After cleaning, be careful that stainless steel parts avoid contact with hands or equipment. Improper cleaning is a common cause of parts rejection.
Typical surface preparation steps:
- Vapor Degreasing and/or Alkaline Soak Cleaner
- Rinse
- Acid Pickle, Deox or Descaling (This optional step may be used to remove discoloration from welding, laser cutting or EDM operations before stainless steel electropolishing.)
- Rinse
2. Electropolishing
The actual electropolishing of stainless steel is performed in this phase to smooth, brighten and deburr the metal.
- Electropolish stainless steel parts – Treatment times can vary from 10 seconds to 20 minutes.
- Boil off / Spray rinse, or Dead rinse – This tank captures the used electrolyte solution.
3. Post Dip
In this phase, also called Post Treatment, remove residual electrolyte and by-products of the electrochemical reaction and dry the metal to prevent staining. Chemical by-products are usually phosphates and sulfates of heavy metals and must be removed to ensure a consistent surface finish and sterilized product. Without this step, white spots will appear after drying.
- Nitric Dip and/or Citric Acid – ASTM B912 requires the post dip to remove any residual film of electrolyte.
- Cold Rinse – Acid residues can be removed with cold water, as they are more water soluble than alkaline residues.
- Hot Rinse and/or Drying (optional) – Raises the temperature of the metal to cause flash drying of parts. For parts that do not dry completely after hot-water rinsing, other types of drying stations (centrifugal dryer or heated air chamber) may be used.
Large Scale Electropolisher Machines

Best Practices for Electrochemical Polishing
Plan for Heat Displacement
Heat displacement is the most important point in system design that people often misunderstand. An electropolishing tank must be sized appropriately to allow for heat displacement of the electrolyte solution. Electrical current applied to the electrolyte solution produces heat. If the tank is too small or the rectifier is too big, the heat may boil the solution or cause catastrophic damage to the tank, and thus create a chemical burn hazard.
At the other end of the scale, if the rectifier is too small, it may lead to longer processing times. Instead of the usual 2 – 10 minutes, an under-powered electropolishing process may require 20 minutes, because the part has to remain immersed longer to achieve the desired result – if the desired result can be achieved at all.
There are many different types of electrolyte solutions. The electrolyte you use will depend largely on the type of metal to be electropolished. Most electrolyte solutions are a mixture of phosphoric acid and sulfuric acid and require careful handling and adherence to health and safety regulations. The elevated operating temperatures of these electrolytes lead to vapors that can cause respiratory issues and are corrosive to building interiors. Adequate ventilation is essential to system design for use with this chemistry.
An alternative chemistry is a glycol-based electrolyte, which does not require ventilation. Knowing the chemistry of your electrolyte solution is an essential first step when planning a new electropolishing installation.
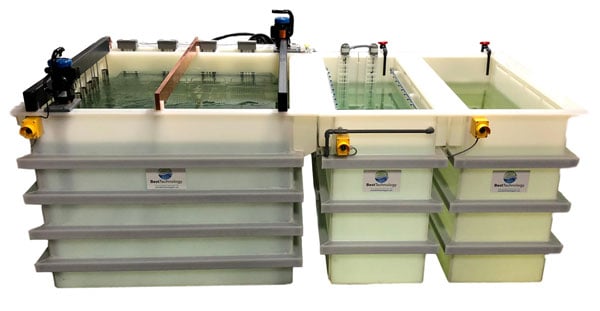
Electropolishing System for Stainless Steel
How To Solve Common Electropolishing Problems
Too many electropolishing defects? These tips and tricks can help you get past common electropolishing problems that occur when electropolishing stainless steel parts.
Remember that electropolishing removes more than just burrs. If burr sizes are large, you may need to oversize the part when it is machined to bring the size down to correct dimensional tolerance during electropolishing. Consider the width of the burr’s point of contact with the part. If the burr has a narrow base, it will come off quickly in electropolishing. But if the burr has a wide base, it may take much longer to electropolish it, or it may not even be possible to remove the burr with electropolishing.
Fixturing can be complex. While the science and design of electropolishing equipment takes into account surface area, time, and electrical current, in practice there is something of an art to configuring fixturing and racking to position the parts for optimal performance. Parts must carry an even distribution of electrical current.
For example, the only way to electropolish the internal dimensions (ID) of a pipe is to design a fixture that makes the pipe positive and runs the negative cathode up inside the part. But this approach risks a dead short, the positive and negative accidentally connecting. The fixture design must include isolation points between the positive and negative to prevent them from connecting.
Because fixturing is based on individual part profile, Best Technology recommends that fixturing and racking be customer-driven on a per-part basis. On complicated parts, identifying the best fixturing and blend of electrolyte chemistry may require much time and experimentation with prototypes.
Manage the hydrogen bubbles. Watch for excessive bubbling along the metal surface during electropolishing, which can cause streaks on the finish. Possible solutions for a streaked finish include: 1) Slow down the electro polish process by reducing the current density, or 2) Adjust the fixturing of the parts, or 3) Find a mechanical way to pump the bubbles away from the surface of the part.
Maintain Equipment and Electrolyte
Remove electrolyte sludge regularly. Different electrolytes will generate different amounts of sludge. Electrolyte solutions are categorized as to whether they generate low, medium or high amounts of sludge.
Removing the sludge is considered routine preventive maintenance. If you don’t clean the sludge tank, you run some significant risks and it will affect your process.
- If the sludge touches the cathodes, it will dissipate the electrical energy, which will directly affect the quality of electrochemical polishing. The extra energy load causes the rectifier to work extremely hard, and ultimately the rectifier may burn out.
- If the sludge touches the heating unit that heats the electrolyte, it will cause the heater to burn out.
Decant the electrolyte solution regularly. What is decanting? Decanting electrolyte means removing 10 – 20% of the solution and replacing it with fresh electrolyte.
Because electrolytes perform better when they already have some metal absorbed into the solution, you generally replace only a portion of the used solution at a time. Except with high-sludge electrolyte, it is generally not necessary to replace 100% of the used electrolyte at any one time.
How do you know if your electrolyte needs decanting? One method is to measure the specific gravity of the solution. Compare the specific gravity to the proper operating range defined in the technical data sheet for the electrolyte. As you use the electrolyte and it absorbs metal, the specific gravity will increase. At some point, it will exceed the recommended specific gravity and the decanting process should be performed. In some cases your electrolyte supplier may offer analysis of used electrolyte to aid in the decision of when to decant.
The exception to the specific gravity method is glycol-based electrolytes, for which this measurement does not apply. In these cases, it is best simply to decant on a regular monthly basis.
Used electrolyte from electrolytic polishing is considered hazardous waste due to the metal content. It cannot simply be neutralized and flushed. The same is true of the sludge in the bottom of an electropolish tank. Disposal of used electrolyte and sludge is usually handled by a service like SafetyKleen, to ensure compliance with environmental regulations. Note that disposal of used post-dip citric acid may also require hazardous waste disposal, since the metal by-products change the chemical nature of citric acid.
Industry-Leading Expertise in Electropolishing
Interested in learning more about stainless steel electropolishing? Visit our electropolishing equipment page to learn how you can bring your electropolishing process in-house.
Or contact an electropolishing expert to learn how you can receive a test sample of your stainless-steel parts electropolished for free.